

ABSTRACT
Excessive vibration in industrial machines often leads to reduced output and eventual loss of overall plant effectiveness. Simple vibration measurement, even with a limited in-house capability, can often significantly enhance machine performance – and reduce the impact of lost production – prior to the engagement of the services of a vibration expert. This is demonstrated via a typical case study, in which only the measured vibration spectrum was used to detect the rotor unbalance resulting from the deposition of scale on the impeller of an induced-draught fan of a critical rotary cement kiln.
INTRODUCTION
Sometimes, the reduction or elimination of faults on critical industrial machines can be achieved through the accurate trending of measured vibration data. These trends often provide good indication of the slightest deviations from normal operating conditions, and hence response times that are adequate for taking appropriate maintenance decisions. Because most machine faults possess their own unique vibration signatures experts in monitoring the condition of rotating machines have described vibration-based condition monitoring (VCM) techniques as being capable of providing significant lead times to machine failure. The proper understanding and utilisation of these unique signatures can greatly enhance overall plant effectiveness, through the implementation of simple first -level maintenance tasks.
The case study reported here demonstrates how vibration spectrum analysis, on its own, was used to detect unbalance (due to limestone deposits) in an induced-draught (ID) fan, in a critical cement process. The unbalance had caused an excessive vibration, which reduced hourly cement output, by approximately 18%, over a period of 53 days. Upon the suspicion of unbalance a visual inspection and cleaning of the fan impeller was recommended as a first aid treatment before detailed vibration analysis and rotor balancing was carried out by the experts. The first aid treatment itself instantly restored the fan operation and cement output to near optimum. This experience supports the belief that major benefits are achievable through the trending of measured vibration data and spectrum analysis, prior to a comprehensive analysis by an expert.
ROTARY KILN ID FAN UNIT
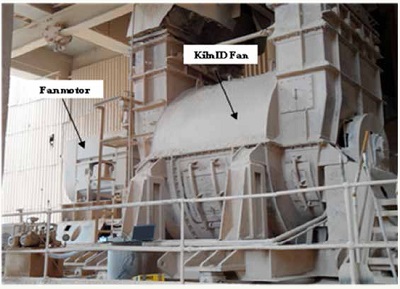
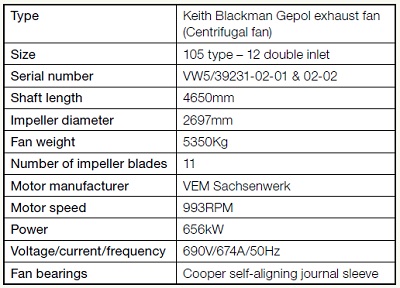
The kiln ID fan (see Figure 1 and Table 1) is a critical part of the cement process, providing the draught, through the rotary kiln, which is needed for fuel combustion and eventual production of clinker, which is later ground with gypsum in the mills to form cement.
The performance of a cement plant is most often judged by the output from its rotary kiln, which is highly dependent on the performance of the kiln ID fan. There is a direct proportionality between ID fan speed, draught through the kiln and output (the higher the speed, the higher the draught and the higher the amount of raw feed that can be burnt in the kiln, which eventually translates into clinker produced). Optimum performance of the ID fan is therefore of great importance to any cement manufacturing plant.
ROTARY KILN ID FAN VIBRATION PROBLEMS
In normal operation the ID fan runs at a speed of 860 RPM, corresponding to a kiln feed rate of 80 tons/hour. On the 13th of June 2013, high vibration readings were constantly recorded on the fan bearings, which led to the reduction of the fan speed to 600 RPM (corresponding to a kiln feed rate of 70 tons/hour). Table 2 summarises the lost production and approximate loss of cement sales as a result of this speed reduction

Table 2 shows that approximately 11 TPH of clinker (i.e. approximately 12 TPH of cement) production was being lost due to the reduction of the ID fan speed, and for a period of 53 days (1272 hours) – corresponding to production and sales losses of approximately 13,992 tons of clinker (or approximately 18750 tons of cement) and £2,756,250 respectively.
VIBRATION MEASUREMENT AND DIAGNOSIS
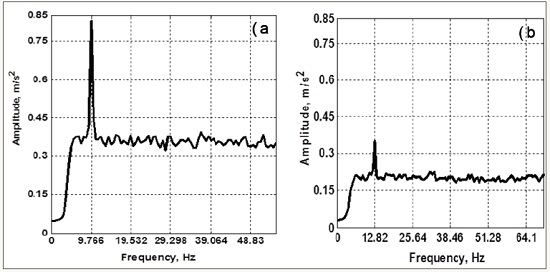
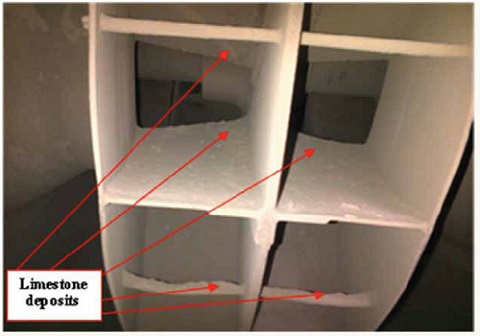
Vibration spectra were then measured at the fan and motor bearings, and showed a peak at the rotational speed (1×). Without further analysis, the detection of this peak (see Figure 2(a)) triggered an immediate suspicion of unbalance, which could have been due to build-up of moist limestone material from the rotary kiln exit gas conditioning unit. In order to reduce the further losses that would be incurred in preparing for full fan balancing by an expert, an immediate visual inspection and cleaning of the fan impeller blades was recommended. Upon opening the fan casing, considerable build-ups were found on the blades (see Figure 3). After cleaning and restarting the fan, a second round of vibration measurement was conducted; this showed a significant drop in vibration amplitude, even at a much higher fan speed of 770 RPM (see Figure 2(b)).
The cleaning enabled the fan speed to be increased from 600 RPM to 770 RPM, which brought a gain in production of approximately 7 TPH of cement – which, had it been applied to the previous 53 days of reduced speed operation, would have brought a loss reduction of £1,308,888 (8904 tons of cement).
CONCLUDING REMARKS
This case study has demonstrated the use of simple analysis of vibration spectra to detect an ID fan unbalance. Visual inspection and cleaning of the fan impeller was then conducted, which immediately enhanced fan operation, and cement production rate, by approximately 11%. The experience highlights the fact that the limited vibration measurement and analysis capability often available at a plant site can provide a ‘first aid’ diagnosis and treatment – to reduce the level of vibration (temporarily, at least) and hence increase safety and reduce production losses before the intervention of vibration experts.
REFERENCE
Kaltungo Y A and Sinha J K (2012). Condition monitoring: a simple and practical approach (First Edition) Lambert Academic Publishing, ISBN 978-3-8473-7807-5.
Available on-line at www.get-morebooks.com.
ACKNOWLEDGEMENT
The authors wish to thank the management of AshakaCem PLC (a subsidiary of Lafarge Cement PLC) for granting access to the machine used for the current study, which forms part of Akilu Yunusa-Kaltungo’s PhD research at the School of Mechanical, Aerospace and Civil Engineering of the University of Manchester.
Authors’ email:
akilu.katungo@manchester.ac.uk
jyoti.sinha@manchester.ac.uk