

ABSTRACT
It is explained how identification of the causes of failure in high voltage and medium voltage electrical assets, and of the means of preventing such failures, can be aided by forensic science investigations. Short case studies of such work, and of its beneficial outcomes, are presented.
INTRODUCTION
Failures of medium voltage and high voltage electrical assets can result in serious power outages and often make headline news. Forensic science is best known for identifying the causes of aircraft crashes or gathering criminal evidence, but it is increasingly applied to the understanding of degradation and failure mechanisms which lead to electrical equipment failure and cause network outages.
Just as investigations into air crashes have dramatically improved aircraft design and operation, and thereby made air travel much safer, lessons learnt through forensic investigations can reduce the occurrence or repetition of expensive and dangerous failures, and can ultimately lead to an increase in the safety and reliability of assets and ensure network availability is maintained. This in turn leads to better asset management, through more effective condition monitoring techniques, maintenance policies, and investment or replacement decisions.
Catastrophic failures of electrical plant that were once regarded as ‘unfortunate accidents’ are increasingly classed as preventable incidents, for which somebody will bear responsibility. Forensic investigations may provide key legal evidence, assisting the courts in cases of prosecution under health and safety laws or charges of corporate manslaughter, as well as in apportioning responsibility for the financial consequences.
THE FORENSIC INVESTIGATION PROCESS
Our main role as forensic investigators is to determine the condition of electrical equipment, identify the primary degradation and failure mechanisms, and present recommendations to enhance the performance of the assets. Our ultimate aim is to prevent the occurrence of future failures. We are able to do this impartially and confidentially as we are independent of equipment manufacturers, owners, operators and maintainers. Degradation and failure of equipment are caused by one or more factors, including: design, materials selection, fabrication and processing, operating and service conditions, human error, vandalism and illegal activity. To identify these factors requires a thorough process of forensic investigation.
1 Gathering information
A forensic investigation starts with all relevant background and historical information. This includes manufacturing histories, service records, operational conditions and details of any repairs, maintenance or modifications, and a reconstruction of events leading to a failure.
2 Retrieving evidence
Making sense of the often charred and twisted remains of an equipment failure relies on using two approaches in tandem: sophisticated laboratory analysis of carefully preserved samples, and expertise in interpreting the evidence, results and patterns of events; comparison with similar equipment or surviving parts of the affected equipment is often useful.
But analytical results are only as good as the samples provided. This means that samples must be retrieved from the failure site and handled with the utmost care to avoid damage and loss of evidence. Then they must be transported without damage or contamination to the analytical laboratory.
3 Laboratory testing
In the laboratory, comprehensive testing of equipment and samples is performed, including, electrical, mechanical and non-destructive testing, and materials analysis. The different tests employed are appropriate to each investigation, and are carefully targeted to gather all relevant information.
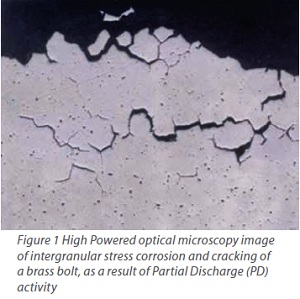 Low-powered optical microscopes are used to examine the condition of samples, while higher-powered microscopy with magnification up to x1250 is used in conjunction with image analysers to identify such things as the presence of material defects, impurities, degradation, inappropriate selection of materials, poor quality control and errors in the manufacturing processes used.
Low-powered optical microscopes are used to examine the condition of samples, while higher-powered microscopy with magnification up to x1250 is used in conjunction with image analysers to identify such things as the presence of material defects, impurities, degradation, inappropriate selection of materials, poor quality control and errors in the manufacturing processes used.
Scanning electron microscopy raises magnification as high as x1,000,000, and also enables x-ray elemental analysis quickly and accurately, while quantitative chemical analysis is carried out on features as small as 0.001m³. Using these techniques, we can study the surface of a sample to determine its elemental composition, identify any contamination, corrosion and degradation products and study fracture surfaces.
A variety of mechanical tests can be carried out to determine if the mechanical performance of the components contributed to the degradation and failure process.
4 Putting it all together
Our organisation has nearly fifty years’ experience in forensic investigations, specifically within the electricity industry, a collective expertise which is supported by a database of records of how thousands of assets have deteriorated and failed in the past. Laboratory examination and testing produces a mass of detailed information for each investigation, but the most important part of this work is the ability to interpret such data, to present an accurate picture of how and why the degradation and failure occurred. Drawing on accumulated past experience is an important part of the forensic analysis process.
5 Business outcomes
Prevention is always better than cure (and more cost-effective!). Recommendations from a forensic investigation should be practical and cost-effective. The outputs should be used to initiate or support measures to ensure the future safety and reliability of individual assets and the electrical network as a whole, resulting in reduced network interruptions and increased network availability.
Typically, recommendations are to implement improved condition assessment techniques and maintenance practices, in order to identify and measure degradation progress prior to failure. In some instances, improved training for personnel or changes in the design of equipment or the materials used are identified, which of course is important for manufacturers.
CASE STUDIES
The following studies demonstrate how forensic investigations have been used to improve the performance and operation of electrical network assets.
Case study 1: Cable failure
A failure of an 11kV XLPE insulated armoured cable disrupted production at a UK industrial site, causing significant financial losses. The cable was 15-20 years old and was manufactured to BS6622, a common specification for industrial cables.
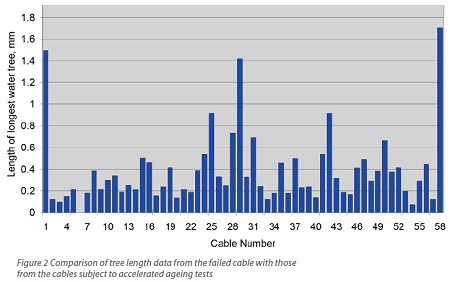 Microscopic examination of the XLPE insulation showed a high density of large contaminants and extensive water treeing. Data from the failed cable was compared with data from ageing tests on over 50 XLPE cables from a variety of sources. The ageing test represents 16 years of normal service life, giving results comparable with the real service of the failed cable. The longest water tree in the failed cable was compared with the longest tree in each cable in the ageing tests (see figure 2). It can be seen the tree length in the failed cable was far greater than that in the majority of cables and approximately ten times longer than the tree length in many of the good quality cables.
Microscopic examination of the XLPE insulation showed a high density of large contaminants and extensive water treeing. Data from the failed cable was compared with data from ageing tests on over 50 XLPE cables from a variety of sources. The ageing test represents 16 years of normal service life, giving results comparable with the real service of the failed cable. The longest water tree in the failed cable was compared with the longest tree in each cable in the ageing tests (see figure 2). It can be seen the tree length in the failed cable was far greater than that in the majority of cables and approximately ten times longer than the tree length in many of the good quality cables.
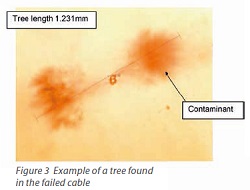 The trees were all centred on large contaminants (see Figure 3), several of which exceeded the specified maximum allowable contaminant size.
It was concluded that the failure had been caused by excessive treeing activity, influenced by the large contaminants in the cable. As this was an issue for the whole length of cable, it was recommended that the cable be replaced as the risk of further failures was significant. It was also recommended that the new cable specification should have a limit on contaminant size, to reduce the risk of a similar mode of failure in the future.
The trees were all centred on large contaminants (see Figure 3), several of which exceeded the specified maximum allowable contaminant size.
It was concluded that the failure had been caused by excessive treeing activity, influenced by the large contaminants in the cable. As this was an issue for the whole length of cable, it was recommended that the cable be replaced as the risk of further failures was significant. It was also recommended that the new cable specification should have a limit on contaminant size, to reduce the risk of a similar mode of failure in the future.
Case study 2: CT failure
The failure occurred of of a cast resin current transformer (CT) in a 33kV circuit breaker at an industrial site. After carefully removing sections of the remaining resin from the CT, a foreign body was seen on the outside of the winding.
The foreign body was removed and examined under a microscope. It was wrapped in layers of the binding tape, apparently trapped there while the tape was being applied during manufacture. The foreign body was enclosed in an air pocket forming a void in the insulation, resulting in partial discharge causing erosion of the surrounding insulation and a build up of heat, leading to catastrophic failure of the insulation. Three other intact CTs from the same location were also destructively examined: one showed early onset of corrosion in a similar location, also putting it at high risk of partial discharge failure. It was therefore recommended that partial discharge monitoring be implemented to provide early warning of impending failure. It was also recommended that CT replacement should be actively considered to reduce risk of failure in the longer term.
Case study 3: Substation failure
 In 2005 a fault occurred in a 22kV substation on a generation site. The substation contained a 19-panel oil and compound insulated switchboard rated at 33kV. The fault initiated a sequence of tripping events which lasted for 16 minutes and eventually resulted in loss of all generation on the network. A fire initiated within the substation completely destroyed the entire switchboard and severely damaged an adjacent substation (see Figure 4). As a result, the company involved sustained millions of dollars worth of damage to their site, loss of supply to all of their customers, system stability issues and rotating outages after emergency works to restore supplies.
In 2005 a fault occurred in a 22kV substation on a generation site. The substation contained a 19-panel oil and compound insulated switchboard rated at 33kV. The fault initiated a sequence of tripping events which lasted for 16 minutes and eventually resulted in loss of all generation on the network. A fire initiated within the substation completely destroyed the entire switchboard and severely damaged an adjacent substation (see Figure 4). As a result, the company involved sustained millions of dollars worth of damage to their site, loss of supply to all of their customers, system stability issues and rotating outages after emergency works to restore supplies.
The investigation into the cause of failure involved collation and analysis of SCADA records, fire system records and generator output records, as well as a detailed examination of the damaged switchboard. This revealed a number of areas of electrical arc damage, and a study of the protection operations confirmed that the initiating fault occurred within a compound-filled bus-bar chamber.
 Further investigation revealed that the compound insulation had been poured in two layers, one in the factory prior to shipping and the second added after erection on site. Voids or contamination trapped between the layers after installation had resulted in partial discharge, finally leading to flashover.
Further investigation revealed that the compound insulation had been poured in two layers, one in the factory prior to shipping and the second added after erection on site. Voids or contamination trapped between the layers after installation had resulted in partial discharge, finally leading to flashover.
A protection study revealed that the extent of the damage resulted from inoperable protection which was unable to clear the fault. Resulting work with the client involved retrofitting bus-bar and circuit breaker fail protection to all of their key substations.
CONCLUSION
Forensic investigations of failed electrical equipment can assist in identifying what went wrong after the event. But of much more value are targeted recommendations which can lead to effective preventive actions, ensuring that failures do not re-occur – a far better outcome than the prospect of suffering the costs associated with failures or even a day in court!
Contact
John Crabtree, Forensics Investigations Lead Consultant
EA Technology
+44 (0) 151 347 2313